

Case Studies
The mixing time in the noodle dough mixer is greatly reduced
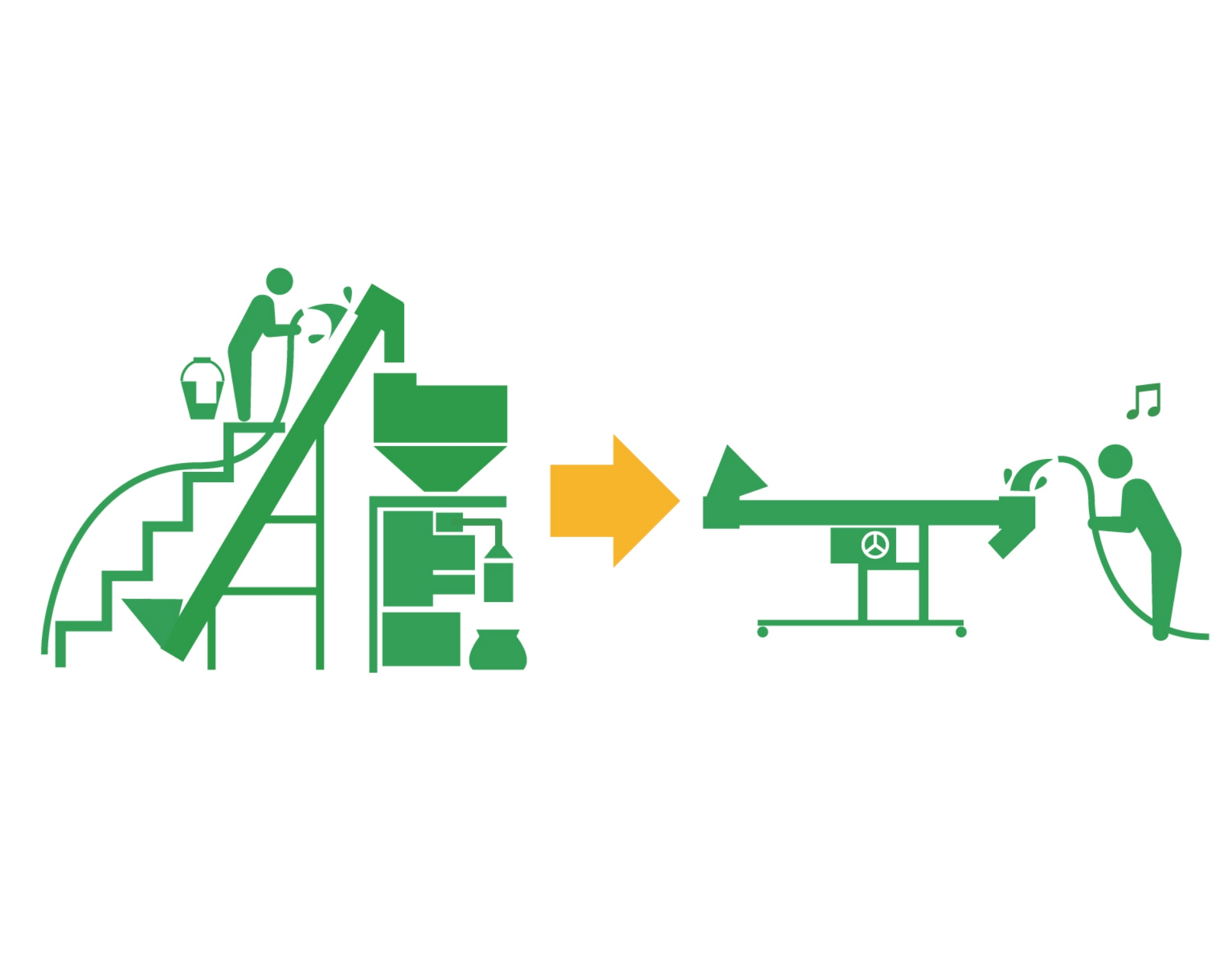
Improved direct feeding of raw materials into the dough mixer
Two models have been developed to simplify rotor washing
Aiming for zero defect rate by supplying bags to bag-opening equipment

Development of a new specification that enables you to see the inside of the sifter from the side
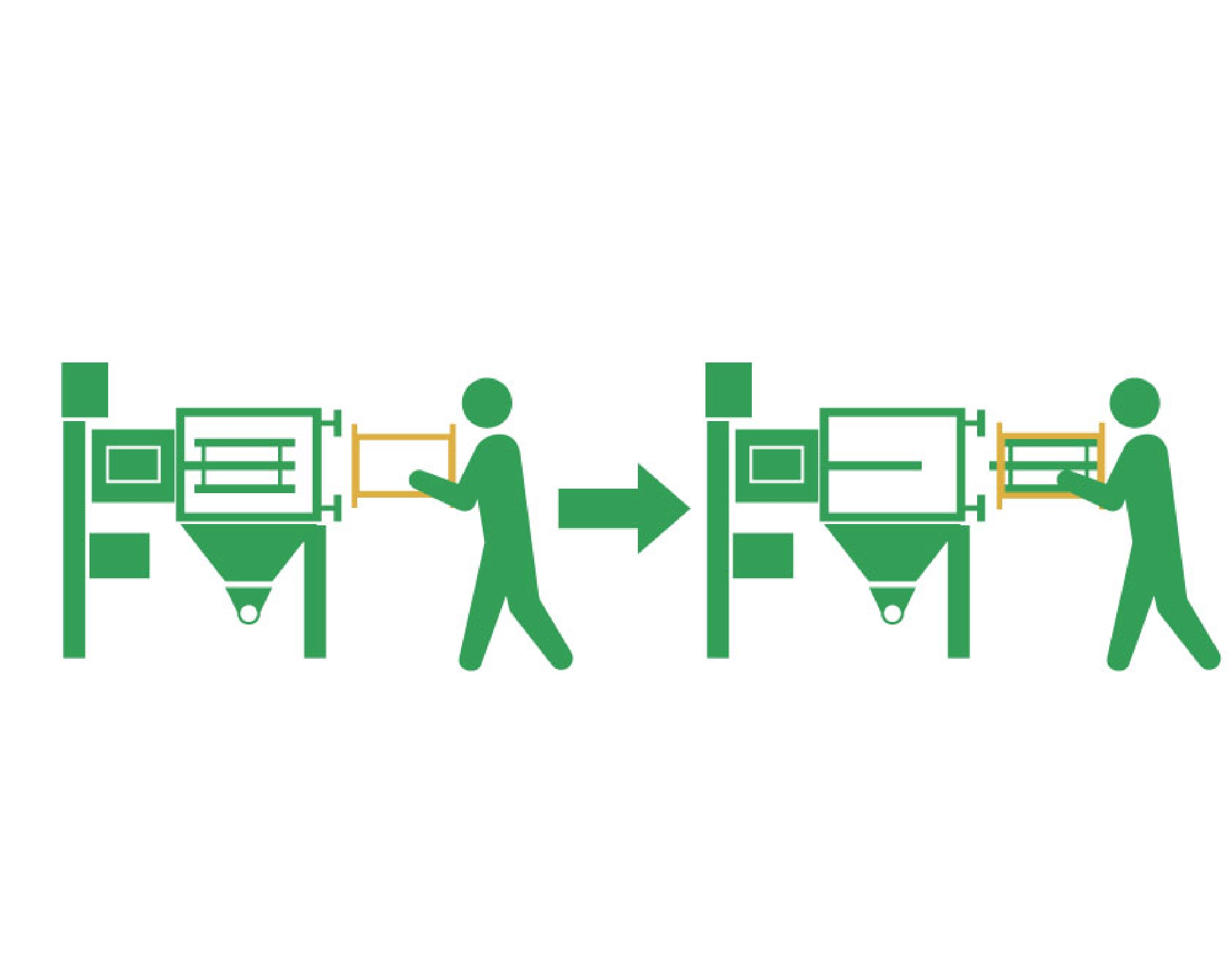
Disassembling and cleaning the sifter is now possible even for new employees
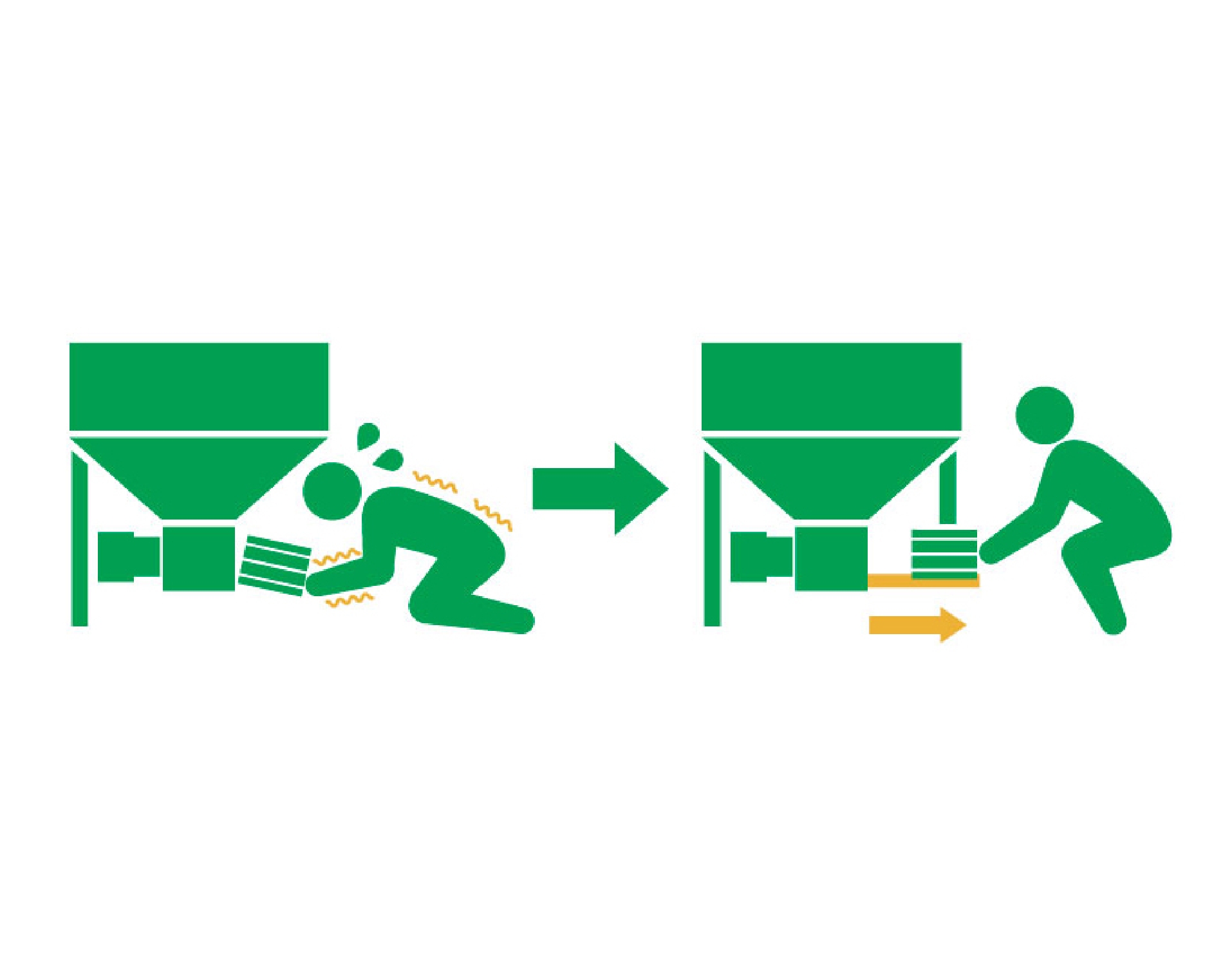
Development of a jig that enables easy removal and refitting of the rotor
Screw Feeder Tilt Adjustable With Handle
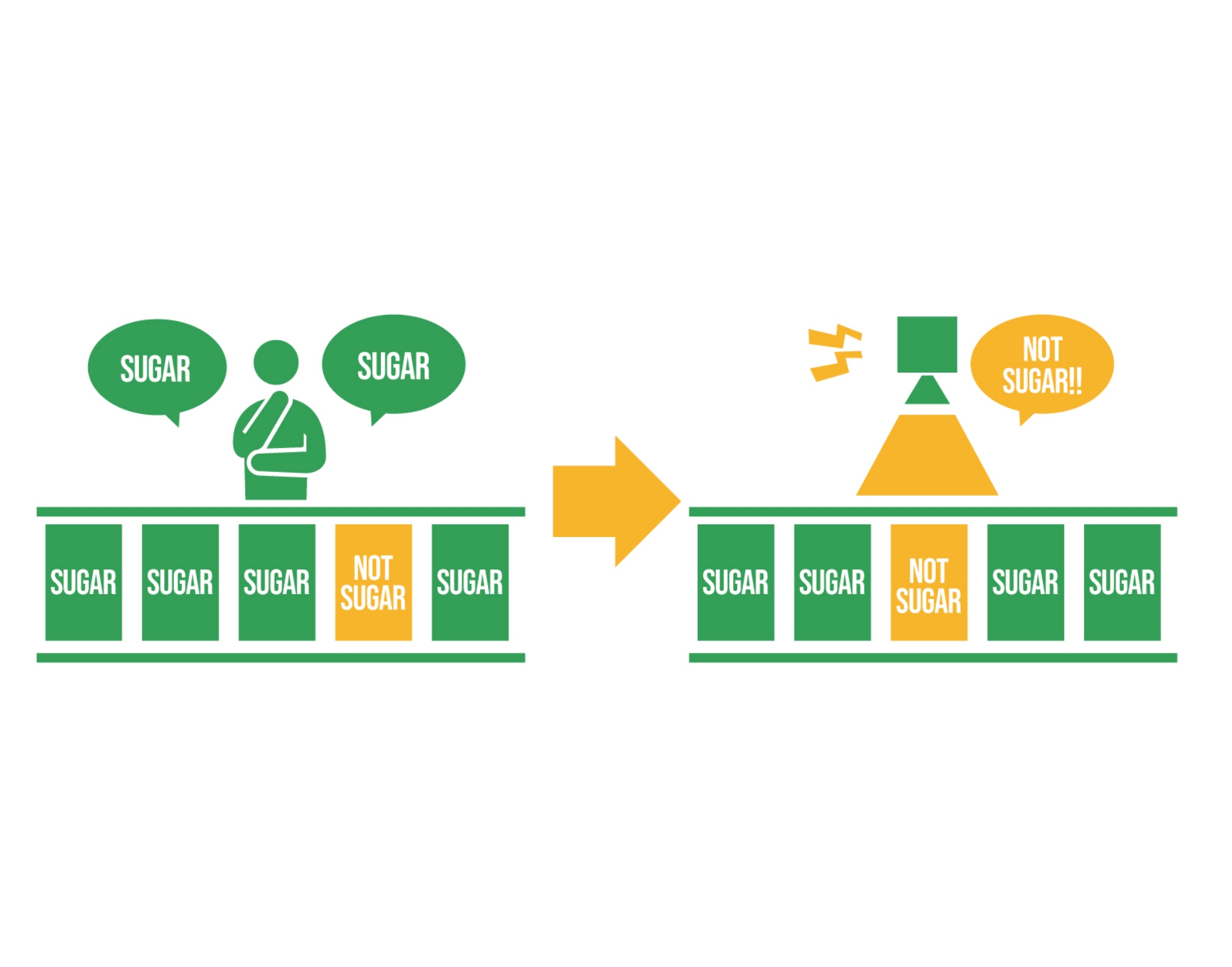
Image recognition shuts out erroneous feeding of powder raw materials
Automated liquid addition in the mixer and facilitated easy washing

Launch of a new factory utilizing an automated warehouse system

Updated “old equipment used for many years,” including those related to supplemental materials